Expansion process
SPAN-PACK® particles contain a volatile blowing agent . When heated with steam above 78ºC / 172ºF the resin begins to soften ( glass transition temperature) and the volatile blowing agent causes expansion creating a multitude of small cells. Normal processing temperature is between 92ºC / 198ºF to 100ºC / 212ºF Use of saturated steam is highly recomended. Please check your steam quality.
Exiting the expander the foam cools and the foaming agent condenses creating a vacuum inside the cells. At this stage the foam is very sensitive and easily compresible. Cells are permeable to atmospheric air that will diffuse slowly into the cells balancing the preassure. This stage is called the maturing period and can last 24 to 48 hours depending on density and wall thickness of the cells.
Now maturing cells contains air plus the condensed blowing agent that makes a further expansion possible. SPAN-PACK® can be expanded up to three times. The final product will show excellent features.
Continuous pre-expanders are cylindrical vessels that operate at atmospheric pressure, thus the temperature of the chamber is limited to 100°C. The raw material is introduced continuously at the bottom of the vessel by a screw feeder and the pre-expanded beads leave the machine through an overflow chute that is adjustable in height. Steam is introduced continuously at the bottom of the vessel. The screw feed rate, steam pressure and the height of the overflow chute allow control of the density of the prefoamed beads.
As the temperature inside the vessel increases with the introduction of the steam, between 90 and 100°C, the polystyrene softens and the vapor pressure of the pentane increases. These two processes cause the beads to expand by up to 50 times their original volume and the formation of the foam structure of closed cells within the beads. This cell structure contributes to the excellent insulation and mechanical properties of the foamed material.
Description of the expansion process
When used for packaging it is desirable to obtain a final dunnage product with a very low density. It saves raw material costs and gives a very competitive product.
SPAN PACK® is a highly expandable product and with it you will obtain the low density required.
Some loose-fill raw materials needs 4 expansion passes to obtain a low density. SPAN PACK® can reach the lowest density in 3 expansion passes. It means that the material needs to be expanded 3 times.
Here is the layout and steps to follow:
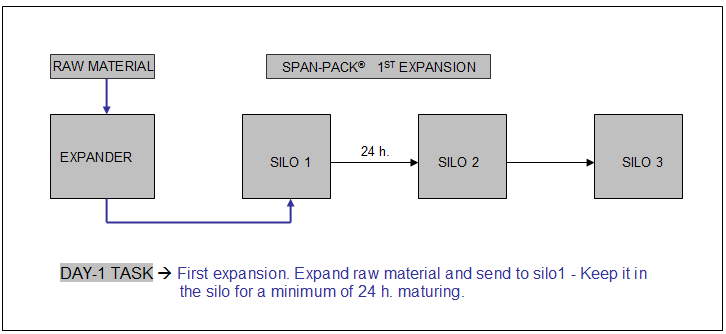
1- Expand raw material SPAN PACK® sending it to silo nr.1 (1st pass)
2- Keep it in silo nr.1 maturing for a minimum of 24 hours
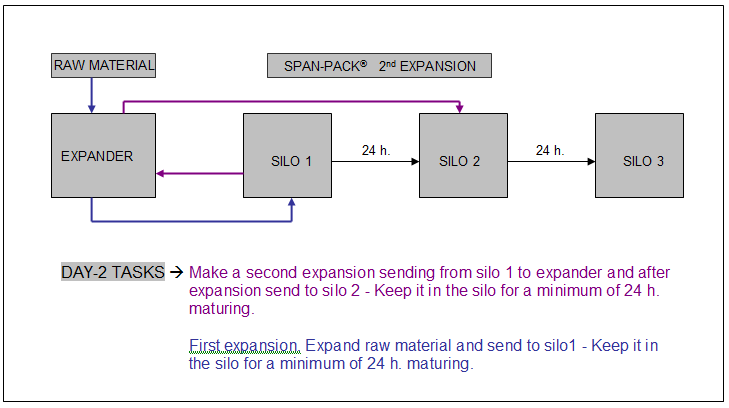
3- Do a second expansion (moving the already expanded material from silo nr.1 to silo nr.2 passing through the expander)
4- Send the material to silo nr.2
5- Keep it in a silo nr.2 maturing for a minimum of 24 hours
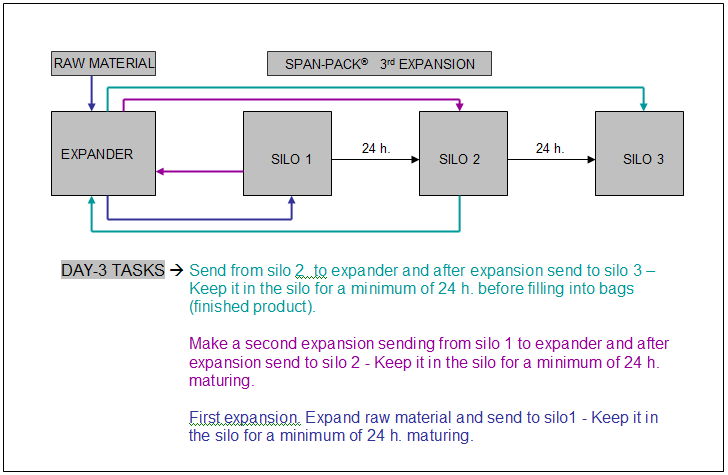

6- Do a third expansion (passing the already expanded material from silo nr.2 to silo nr.3 through the expander)
7- Leave it in silo nr.3 absorbing air about 24 hours (the material will continue to expand in the silo).
8- Now the material is finished and ready to be sold (in bulk or usually in 1/2 cubic meter bags)
When SPAN-PACK® is heated with steam at about 90ºC / 194ºF to 99ºC / 210ºF it becomes a foam with small closed cells. When cooling the expanding agent and steam condenses inside the cells creating a vacuum. Then the foam tends to absorb air to equalize with atmospheric pressure by air diffusing through the cell walls. This stage is called the maturing period or intermediate aging and can last 24 to 48 hours depending on the density. This process takes place in well ventilated silos. The condensed expanding agent gives extra power for a further expansion. After maturing, the mechanical stability of the foam increases.
During this process the bulk density of the material drops from about 500 / 550 kg /m3 (31 / 34 pcf) to about 3 / 4 kg /m3 (0.19 / 0.25 pcf) in a cycle foaming or multi-stage foaming process comprising up to three expansion passes. Finished expanded particles do exhibit a superior resiliency depending on the temperature and residence time. . The process provide a plurality of expanded cellular styrene polymer particles, each of the particles having a plurality of cells, the cells having walls, the walls having a plurality of folds therein. Folds and struts appear as a result of shrinkage and partial copllapse of the foam Such folds are often referred to as "accordion folds"
Low density resilient particles are suitable for use as free flow dunnage material particularly for delicate articles, such as instruments, glass fabricated articles and the like.